 English
English 中文简体
中文简体 русский
русский Español
Español Deutsch
Deutsch

Was ist Aufzugssicherheitsausrüstung?
Inhalt
- 1 1. Funktionsweise der Aufzugssicherheitsausrüstung
- 2 2. Arten und Funktionen von Aufzugsfangvorrichtungen
- 3 3. Schlüsselkomponenten eines Aufzugsicherheitssystems
- 4 4. Checkliste für die Inspektion der Sicherheitsausrüstung von Aufzügen
- 5 5. Wartung und Prüfung der Aufzugssicherheitsausrüstung
- 6 6. Regulatorische Standards und Zertifizierung
Aufzug mit Sicherheitsausrüstung Systeme sind die letzte mechanische Verteidigungslinie in einer vertikalen Transportsicherheitskette. Wenn alle anderen Schutzsysteme – Geschwindigkeitsbegrenzer, Bremssysteme und elektrische Verriegelungen – nicht verhindern können, dass eine Aufzugskabine oder ein Gegengewicht die Nenngeschwindigkeit in der Abwärtsrichtung überschreitet, wird die Aufzug mit Sicherheitsausrüstung Der Mechanismus ist eine Vorrichtung, die die Bewegung physisch stoppt, indem sie die Führungsschienen mit ausreichender Kraft festklemmt, um den beladenen Wagen innerhalb definierter Verzögerungsgrenzen kontrolliert zum Stehen zu bringen. Ohne eine ordnungsgemäß spezifizierte, installierte und gewartete Anlage Aufzug mit Sicherheitsausrüstung Bei der Montage kann keine Aufzugsanlage unter irgendeinem wichtigen rechtlichen Rahmen als sicher für die öffentliche Nutzung angesehen werden.
Dieser technische Leitfaden bietet eine Prüfung auf Ingenieurebene Aufzug mit Sicherheitsausrüstung Systeme – einschließlich Betriebsprinzipien, Typklassifizierung, Komponentenspezifikationen, Inspektionsprotokollen, Wartungsanforderungen und globalen Zertifizierungsstandards, die für Aufzugshersteller, technische Auftragnehmer und Wartungsorganisationen weltweit relevant sind.
1. Funktionsweise der Aufzugssicherheitsausrüstung
1.1 Kernbetriebsprinzip
Die Aufzug mit Sicherheitsausrüstung Der Mechanismus arbeitet nach dem Prinzip der reibungsinduzierten Verzögerung durch kontrollierte Klemmkraft, die auf die Führungsschienen ausgeübt wird. Das Gerät ist am Rahmen der Aufzugskabine (und in einigen Konfigurationen am Rahmen des Gegengewichts) montiert und bleibt während des gesamten normalen Aufzugsbetriebs in einem passiven, nicht aktivierten Zustand. Das Einkuppeln wird ausschließlich durch eine vom Geschwindigkeitsreglersystem erkannte Übergeschwindigkeitsbedingung ausgelöst.
Im eingerückten Zustand werden die Backenelemente der Fangvorrichtung – ob Rollen-, Keil- oder Exzenterscheibentyp – durch die mechanische Wirkung der Begrenzerseilverbindung in Kontakt mit den Laufflächen der Führungsschiene gebracht. Die resultierende Normalkraft zwischen den Backenelementen und der Schiene erzeugt eine Reibungskraft, die der Abwärtsbewegung des Wagens entgegenwirkt. Bei einer korrekt spezifizierten Fangvorrichtung reicht diese Reibungskraft aus, um die voll beladene Kabine innerhalb der in der geltenden Norm vorgeschriebenen Verzögerungsgrenzen (typischerweise 0,2 g bis 1,0 g für progressive Typen) von der Auslösegeschwindigkeit auf Null abzubremsen.
1.2 Auslösemechanismus: Begrenzerseil und Übergeschwindigkeitserkennung
Die speed governor is a centrifugal mechanical device mounted in the machine room or overhead structure, connected to the elevator car via a closed-loop governor rope that runs continuously during car travel. As car speed increases, centrifugal force acting on the governor flyweights causes them to pivot outward. At the rated trigger speed—set at a minimum of 115% of the elevator's rated speed per EN 81-20 and equivalent standards—the flyweights reach a displacement threshold that trips a mechanical latch, arresting the governor sheave and the governor rope.
Wenn das Begrenzerseil arretiert ist und die Kabine sich weiter nach unten bewegt, wird das Seil relativ zum Kabinenrahmen unter Spannung gesetzt. Diese Spannung wird über einen Verbindungsmechanismus (normalerweise ein Zugstangen- und Hebelarmsystem) auf die Fangvorrichtungsbacken übertragen und bringt diese in Eingriff mit den Führungsschienen. Der gesamte Ablauf von der Auslösung des Reglers bis zum vollständigen Einrücken der Fangvorrichtung erfolgt innerhalb von Millisekunden und erfordert weder Strom noch elektronische Steuereingaben – eine bewusste Konstruktionsanforderung, um den Betrieb bei Stromausfallszenarien sicherzustellen.
1.3 Wie die Fangvorrichtung in die Führungsschienen eingreift
Das Einrasten der Führungsschiene ist das entscheidende mechanische Ereignis Aufzug mit Sicherheitsausrüstung Aktivierungssequenz. Die Backenelemente müssen einen konsistenten, gleichmäßigen Kontakt mit beiden Schienenlaufflächen gleichzeitig herstellen, um eine Drehung des Wagens oder eine ungleichmäßige Verzögerung zu verhindern, die Fahrgäste verletzen oder die Anlage beschädigen könnte. Zu den wichtigsten Engagement-Parametern gehören:
- Verteilung des Backenanpressdrucks : Bei progressiven Fangvorrichtungen muss der Kontaktdruck über einen definierten Backenflächenbereich verteilt werden, um die Schienenoberflächenspannung unter der Streckgrenze des Schienenmaterials (typischerweise Baustahl S235 oder S355 gemäß EN 10025) zu halten.
- Selbstverstärkende Geometrie : Die meisten Backenkonstruktionen von Fangvorrichtungen verfügen über einen selbstverstärkenden Keilwinkel, der eine zunehmende Normalkraft bewirkt, wenn die Backe unter einer nach unten gerichteten Last weiter in die Schiene eindringt. Dadurch wird sichergestellt, dass die Klemmkraft proportional zum Verzögerungsbedarf zunimmt und nicht fest bleibt.
- Symmetrisches Engagement : Beide Fangvorrichtungen (eine auf jeder Seite des Fahrzeugrahmens) müssen gleichzeitig einrasten. Der Zeitpunkt des Differentialeingriffs führt zu einer Neigung des Fahrzeugs, die durch mechanische Synchronisierungsgestänge ausgeglichen wird, die beide Einheiten mit einer gemeinsamen Zugstangenbaugruppe verbinden.
1.4 Rolle des Puffers und der Grube in der Sicherheitskette
Die Aufzug mit Sicherheitsausrüstung Das System arbeitet nicht isoliert – es ist ein Element in einer mehrschichtigen Sicherheitskette, die den Geschwindigkeitsregler, elektrische Sicherheitsschaltkreise, Endschalter und den Grubenpuffer umfasst. Der Puffer (Ölhydraulik oder Polyurethan-Feder) sorgt für die letzte Energieabsorptionsstufe, wenn die Kabine nach dem Einlegen der Fangvorrichtung mit reduzierter Geschwindigkeit die Grube erreicht. Die Tiefe der Grube ist so bemessen, dass sie den maximalen Kompressionshub des Puffers zuzüglich der in der geltenden Norm definierten Sicherheitsabstände aufnimmt. Dadurch wird sichergestellt, dass selbst ein teilweises Einrücken der Fangvorrichtung (das die Bewegung vor der Grube möglicherweise nicht vollständig stoppen kann) nicht zu strukturellen Schäden oder Verletzungen von Passagieren durch einen Aufprall auf den Grubenboden führt.

2. Arten und Funktionen von Aufzugsfangvorrichtungen
2.1 Sofort-Fangvorrichtung – Design und Anwendung
Verständnis Arten und Funktionen von Aufzugsfangvorrichtungen beginnt mit dem Momentantyp – der einfacheren der beiden Hauptklassifikationen. Ein Augenblick Aufzug mit Sicherheitsausrüstung Das Gerät erreicht die Fahrzeugarretierung durch einen einzigen, plötzlichen Klemmvorgang, der innerhalb einer sehr kurzen Wegstrecke (typischerweise 1–3 mm Backenverschiebung) die volle Bremskraft auf die Führungsschienen ausübt.
Die instantaneous design uses rigid jaw elements—most commonly hardened steel eccentric discs or fixed wedge blocks—that make direct metal-to-metal contact with the guide rail. Because the braking force is applied almost instantaneously without progressive ramping, the deceleration experienced by the car and its contents is abrupt and correspondingly high. This limits instantaneous safety gear application to low-speed elevators where the kinetic energy at trigger speed is sufficiently low that rapid deceleration does not create injury risk for passengers or structural overload risk for the car frame.
Anwendbarer Geschwindigkeitsbereich: Nenngeschwindigkeit des Fahrkorbs bis zu 0,63 m/s gemäß EN 81-20 und bis zu 1,0 m/s für Rollen-Schnellschaltgeräte mit besonderen Konstruktionsvorgaben.
2.2 Fortschrittliche Sicherheitsausrüstung für Aufzugssysteme – Design und Anwendung
Fortschrittliche Sicherheitsausrüstung für Aufzugsanlagen befasst sich mit der Begrenzung der Verzögerungssteuerung bei Sofortkonstruktionen durch den Einbau einer Feder mit kontrollierter Kraft oder eines Elastomer-Dämpfungselements zwischen dem Abzugsgestänge und der Backenbaugruppe. Dieses Zwischennachgiebigkeitselement ermöglicht, dass sich die Backeneingriffskraft – und damit die Fahrzeugverzögerung – über einen definierten Bremsweg hinweg progressiv aufbaut und nicht sofort.
Die fortschrittliche Sicherheitsausrüstung für Aufzugsanlagen Hält die Kabinenverzögerung während des gesamten Bremsvorgangs innerhalb eines vorgeschriebenen Bereichs (0,2 g bis 1,0 g gemäß EN 81-20 Anhang D), unabhängig von Schwankungen der Kabinenlast, der Geschwindigkeit beim Abzug oder dem Zustand der Führungsschienenoberfläche innerhalb des Spezifikationsbereichs. Dieses kontrollierte Verzögerungsprofil schützt Passagiere vor Verletzungen, verhindert eine strukturelle Überlastung des Kabinenrahmens und ist für alle Aufzugsanlagen mit Nenngeschwindigkeiten über 1,0 m/s obligatorisch.
Zu den wichtigsten Designelementen fortschrittlicher Sicherheitsausrüstung gehören:
- Frühlingspaket : Kalibrierte Druckfederpakete (typischerweise Tellerfeder-/Tellscheiben-Baugruppen), die die maximale und minimale Backeneingriffskraft unabhängig von der Abzugsgeschwindigkeit definieren.
- Rollen- oder Keilbackenelemente : Rollen aus gehärtetem Stahl oder präzisionsgefertigte Keilblöcke, die die Federkraft in einen kontrollierten Schienenklemmdruck umwandeln.
- Einstellbare Federvorspannung : Progressive Premium-Designs ermöglichen die werkseitige Einstellung der Federvorspannung, um die Verzögerungsleistung für bestimmte Fahrzeugmasse- und Geschwindigkeitskombinationen innerhalb eines definierten Bereichs zu optimieren.
- Bilaterale Symmetrie : Sowohl die linke als auch die rechte Backenbaugruppe sind mechanisch verbunden, um eine gleichzeitige, gleiche Eingriffskraft auf beide Führungsschienen zu gewährleisten.
2.3 Sofortige vs. progressive Aufzugssicherheitsausrüstung – Vollständiger Vergleich
Die choice between sofortige vs. progressive Aufzugssicherheitsausrüstung wird in erster Linie durch die Nenngeschwindigkeit des Aufzugs und die für die jeweilige Anwendung akzeptablen Verzögerungsgrenzen bestimmt. Während Sofortstromgeräte Einfachheit und geringere Kosten bieten, ist ihre Anwendung durch Sicherheitsstandards streng auf Installationen mit niedriger Geschwindigkeit beschränkt. Der folgende Vergleich deckt alle relevanten technischen und kommerziellen Dimensionen ab:
| Parameter | Sofortige Sicherheitsausrüstung | Progressive Sicherheitsausrüstung |
|---|---|---|
| Anwendbare Nenngeschwindigkeit | Bis zu 0,63 m/s (bis zu 1,0 m/s beim Rollentyp) | Alle Geschwindigkeiten über 1,0 m/s; auch bei niedrigeren Geschwindigkeiten einsetzbar |
| Verzögerungsprofil | Abrupt – sehr hohe Spitzenverzögerung | Kontrolliert – 0,2 g bis 1,0 g während des gesamten Bremsvorgangs |
| Bremsweg | Sehr kurz (1–5 mm Backenweg) | Länger (proportional zur Geschwindigkeit und Federnachgiebigkeit) |
| Verletzungsrisiko für Passagiere beim Einrücken | Höher (abrupter Verzögerungsstoß) | Niedriger (kontrollierte Verzögerung innerhalb der Komfortgrenzen) |
| Verschleiß der Führungsschiene beim Einrasten | Höher (konzentrierte Kontaktbeanspruchung) | Geringer (verteilter Kontakt über einen längeren Eingriffsweg) |
| Mechanische Komplexität | Niedrig | Mittelhoch (Federpaket, präzise Backengeometrie) |
| Stückkosten | Niedriger | Höher |
| Zurücksetzen nach Verlobung | Manuelles Zurücksetzen durch einen qualifizierten Techniker | Manuelles Zurücksetzen durch einen qualifizierten Techniker |
| Typische Anwendungen | Lastenaufzüge, niedrige Wohnaufzüge, langsame Lastenaufzüge | Personenaufzüge, Hochhäuser, Hochgeschwindigkeitsanlagen |
| EN 81-20-Konformitätsbasis | Abschnitt 5.6.2.1 (unmittelbar) | Abschnitt 5.6.2.2 (progressiv mit gedämpfter Wirkung) |
2.4 Rollentyp vs. Keiltyp – Strukturelle Unterschiede
Sowohl innerhalb der sofortigen als auch der progressiven Kategorie unterscheidet sich die Geometrie der Backenelemente weiter Aufzug mit Sicherheitsausrüstung Entwürfe. Die beiden vorherrschenden Backenkonfigurationen sind der Rollentyp und der Keiltyp, die jeweils unterschiedliche strukturelle Eigenschaften und Leistungskompromisse aufweisen:
| Funktion | Rollentyp | Keiltyp |
|---|---|---|
| Kontaktgeometrie | Zylinderrolle – Linienkontakt auf der Schiene | Flache oder profilierte Keilfläche – Flächenkontakt auf der Schiene |
| Selbstverstärkender Mechanismus | Unter Last rollt die Walze die geneigte Rampe hinauf | Der Keil verschiebt sich unter Last nach oben in das konische Gehäuse |
| Beanspruchung der Schienenoberfläche | Höher (concentrated line contact) | Niedriger (distributed area contact) |
| Schienenschaden beim Einrücken | Riefenspuren entlang der Schienenoberfläche | Kontrolliertes Polieren der Oberfläche über die Eingriffslänge |
| Empfindlichkeit gegenüber Schienenverschmutzung | Höher (oil/grease reduces roller friction) | Mittel (Keilfläche behält bei Schmierung einen gewissen Halt) |
| Typischer Geschwindigkeitsbereich | Bis zu 1,0 m/s (momentan) oder höher (progressiv) | 0,63 m/s (momentan) bis >10 m/s (progressiv) |
3. Schlüsselkomponenten eines Aufzugsicherheitssystems
3.1 Geschwindigkeitsbegrenzer und Begrenzerseil
Die speed governor is the sensing and triggering element of the Aufzug mit Sicherheitsausrüstung System. Es muss als komplette Baugruppe mit der Fangvorrichtung, die es auslösen soll, typgeprüft und zertifiziert sein, da die Auslösegeschwindigkeit des Begrenzers und die Eigenschaften der Seilspannung auf die Anforderungen an die Einschaltkraft der Fangvorrichtung abgestimmt sein müssen. Zu den wichtigsten Spezifikationen des Reglers gehören:
- Einstellung der Fahrgeschwindigkeit : Auf mindestens 115 % der Nenngeschwindigkeit des Fahrzeugs eingestellt (EN 81-20 Abschnitt 5.6.1.2). Bei Nenngeschwindigkeiten über 1,0 m/s wird die maximal zulässige Auslösegeschwindigkeit durch eine auf der Nenngeschwindigkeit basierende Formel definiert, die sicherstellt, dass der Begrenzer nicht so schnell auslöst, dass der Bremsweg der Fangvorrichtung den verfügbaren Freiraum in Grube und über Kopf überschreitet.
- Durchmesser und Material des Begrenzerseils : Typischerweise ein Stahldrahtseil mit einem Durchmesser von 6–10 mm, das so ausgewählt wird, dass es eine ausreichende Zugfestigkeit für die Betätigungskraft der Fangvorrichtung bietet und gleichzeitig die für den Umschlingungswinkel der Begrenzerscheibe erforderliche Flexibilität beibehält. Die minimale Bruchkraft muss die maximale Betätigungskraft um den Faktor 8 gemäß EN 81-20 überschreiten.
- Begrenzerseilspannungsgerät : Ein Spanngewicht oder eine federbelastete Seilscheibe in der Grube sorgt für eine konstante Spannung des Begrenzerseils während der gesamten Betriebsdauer der Anlage, gleicht die Seildehnung aus und verhindert Fehlauslösungen oder Fehleingriffe aufgrund von Seildurchhang.
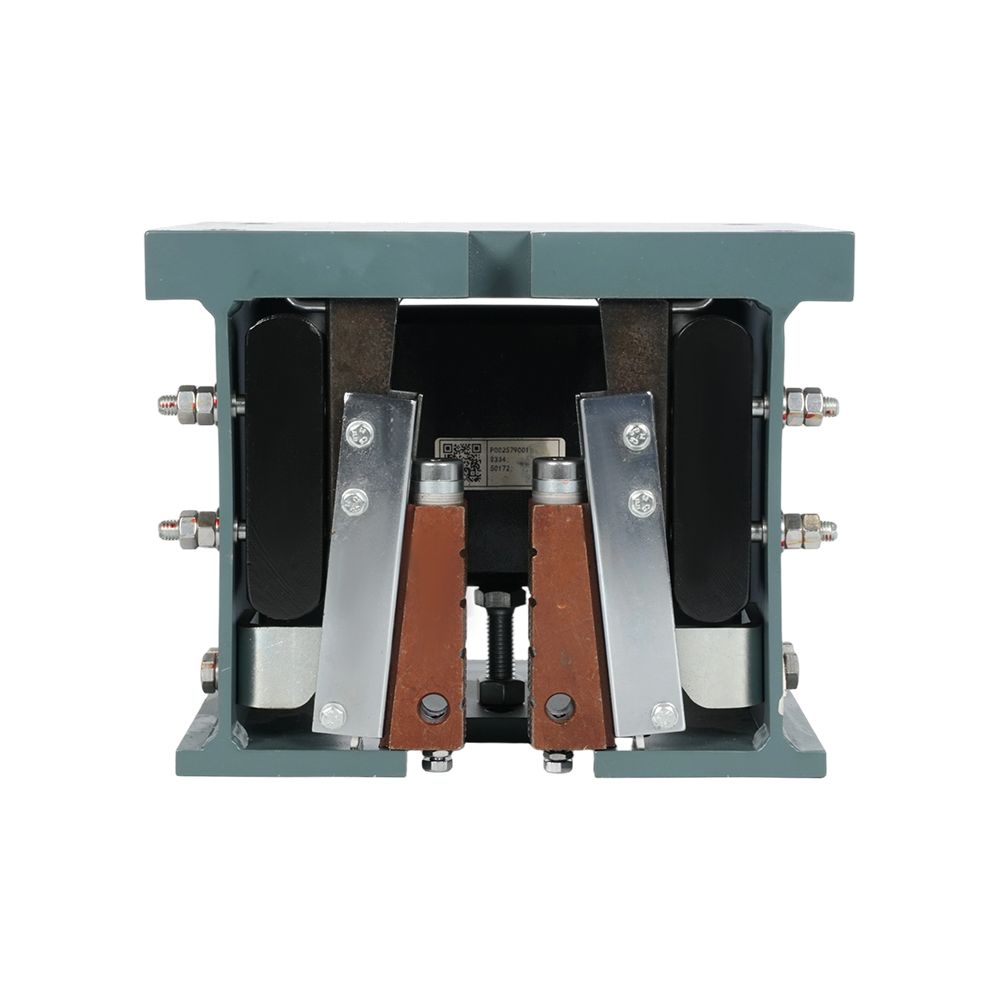
3.2 Fangvorrichtungsgehäuse und Backenbaugruppe
Die safety gear housing is a precision-machined structural casting (typically ductile iron or fabricated steel) that provides the geometric framework within which the jaw elements travel during engagement. Housing dimensional tolerances are critical: the clearance between the jaw element and the guide rail in the passive (non-engaged) state must be precisely controlled (typically 2–4 mm per side) to ensure reliable, consistent engagement without false contact during normal operation.
Die jaw assembly components subject to the highest wear and stress during engagement are:
- Backenelemente (Rollen oder Keile) : Hergestellt aus einsatzgehärtetem legiertem Stahl (normalerweise 20CrMnTi oder gleichwertig) mit einer Oberflächenhärte von 58–62 HRC auf den Kontaktflächen. Muss nach jedem Eingriff ausgetauscht und vor dem erneuten Einbau auf Maßhaltigkeit überprüft werden.
- Backenführungsflächen (Gehäuserampe oder Kegel) : Die geneigten Flächen innerhalb des Gehäuses, die die vertikale Verschiebung des Backenelements in horizontale Klemmkraft umwandeln. Die Oberflächenbeschaffenheit und Härte dieser Rampenflächen wirken sich direkt auf die Konsistenz und Wiederholbarkeit der Eingriffskraft aus.
- Rückholfedern : Druckfedern, die die Backenelemente nach dem Zurücksetzen der Fangvorrichtung in die Passivposition zurückbringen. Eine Ermüdung der Feder oder ein Verlust der Vorspannung im Laufe der Zeit kann zu einer unvollständigen Rückstellung führen, so dass während des normalen Betriebs ein Restkontakt mit der Schiene verbleibt.
3.3 Anforderungen an die Führungsschienenspezifikation
Die guide rail is the reaction structure against which the Aufzug mit Sicherheitsausrüstung bringt seine Bremskraft auf. Die Schienenspezifikation muss auf den Typ der Fangvorrichtung und die maximale statische Kraft abgestimmt sein, die die Fangvorrichtung während eines Eingriffsereignisses auf die Schiene ausübt. Zu den wichtigsten Schienenanforderungen gehören:
- Schienenprofil : T-Profil-Führungsschienen nach EN 10056 oder gleichwertig, mit Flanschbreite und Stegdicke, die so gewählt sind, dass sie der Klemmkraft der Fangvorrichtung standhalten, ohne nachzugeben. Die Schienenlauffläche (Flanschfläche) muss innerhalb der vom Hersteller der Fangvorrichtung angegebenen Ebenheits- und Oberflächenrauheitstoleranzen gehalten werden.
- Qualität des Schienenmaterials : S235-Stahl (mindestens) für Standardinstallationen; S355 für Hochgeschwindigkeits- oder Hochlastanwendungen, bei denen die Eingriffskräfte der Fangvorrichtung höher sind. Die Streckgrenze des Schienenmaterials begrenzt direkt die maximale Klemmkraft, die die Fangvorrichtung aufbringen kann, ohne die Schiene dauerhaft zu verformen.
- Schienenverbindung und -befestigung : Schienenverbindungsspalte dürfen 0,5 mm nicht überschreiten (EN 81-20), um Stöße der Backenelemente an den Verbindungsstellen während des Einrastens zu verhindern. Der Abstand der Schienenbefestigungshalterungen und die Steifigkeit der Halterungen müssen ausreichend sein, um den von der Fangvorrichtung ausgeübten seitlichen Kräften standzuhalten, ohne dass eine Durchbiegung der Schiene auftritt, die die effektive Klemmkraft verringern würde.
3.4 Interaktion mit dem Aufzugssteuerungssystem
Während die Aufzug mit Sicherheitsausrüstung Da der Mechanismus in seiner Betätigungs- und Bremsfunktion vollständig mechanisch ist, ist er über Sicherheitskontakte, die den Eingriff erkennen, mit dem elektrischen Steuersystem des Aufzugs verbunden. Wenn die Fangvorrichtung aktiviert wird, öffnet sich ein Einrückschalter für die Fangvorrichtung (üblicherweise ein normalerweise geschlossener Kontakt im Sicherheitskreis des Aufzugs), wodurch die Stromversorgung des Antriebs- und Bremssystems unterbrochen wird und der Aufzug nicht versucht, den Betrieb wieder aufzunehmen, bis die Fangvorrichtung manuell zurückgesetzt und der Stromkreis von einem qualifizierten Techniker wiederhergestellt wurde. Diese elektrische Verriegelung verhindert, dass der Antriebsmotor versucht, gegen eine eingerastete Fangvorrichtung zu fahren – ein Ereignis, das sowohl die Fangvorrichtung als auch die Führungsschienen beschädigen könnte.
4. Checkliste für die Inspektion der Sicherheitsausrüstung von Aufzügen
4.1 Vorbereitung vor der Inspektion
Eine strukturierte Aufzug mit Sicherheitsausrüstung inspection checklist beginnt mit der Vorbereitung vor der Inspektion, um sicherzustellen, dass die Inspektion sicher und umfassend durchgeführt werden kann. Zu den erforderlichen Vorbereitungsschritten gehören:
- Stellen Sie den Aufzug außer Betrieb und sichern Sie ihn mit der Beschilderung „In Wartung“ an allen Schachttüren.
- Trennen Sie die Hauptstromversorgung und wenden Sie Lockout/Tagout (LOTO) gemäß den Sicherheitsvorkehrungen vor Ort an.
- Überprüfen Sie die technische Dokumentation des Aufzugs: Original-Installationszeichnungen, Zertifikat über die Typprüfung der Fangvorrichtung, frühere Inspektionsprotokolle und alle ausstehenden Wartungsmaßnahmen.
- Bestätigen Sie, dass das Inspektionsteam mindestens einen qualifizierten Aufzugstechniker mit dokumentierter Kompetenz in der Inspektion von Fangvorrichtungen gemäß der geltenden nationalen Norm umfasst.
- Bereiten Sie Inspektionswerkzeuge vor: kalibrierter Drehmomentschlüssel, Fühlerlehren (Bereich 0,05–5 mm), Oberflächenrauheitskomparator, digitaler Messschieber, Inspektionsspiegel und Taschenlampe sowie das Wartungshandbuch des Herstellers der Sicherheitsausrüstung.
4.2 Visuelle Inspektionspunkte
Die visual inspection phase of the Aufzug mit Sicherheitsausrüstung inspection checklist deckt die folgenden Einzelschecks ab:
- Wohnintegrität : Überprüfen Sie das Gussteil des Fangvorrichtungsgehäuses auf Risse, Korrosion oder Schlagschäden. Jeder Riss in einem sicherheitskritischen Gussbauteil erfordert einen sofortigen Ersatz – Risse können nicht geschweißt oder repariert werden.
- Zustand des Backenelements : Überprüfen Sie die Rollen- oder Keilbackenelemente auf Oberflächenverschleiß, Lochfraß, Riefen oder flache Stellen. Vergleichen Sie die gemessenen Backenabmessungen mit der Tabelle der Verschleißgrenzen des Herstellers. Ersetzen Sie, wenn der Verschleiß den angegebenen Schwellenwert überschreitet.
- Zustand der Schienenlauffläche : Untersuchen Sie die Flanschfläche der Führungsschiene im Eingriffsbereich der Fangvorrichtung auf Riefen, Korrosionsnarben oder Verformungen durch frühere Eingriffe. Die Rauheit der Schienenoberfläche sollte innerhalb des vom Hersteller angegebenen Bereichs liegen (typischerweise Ra 1,6–6,3 µm).
- Passive Abstandsmessung : Verwenden Sie Fühlerlehren, um den Abstand zwischen jedem Backenelement und der Schienenflanschfläche zu messen, während sich die Fangvorrichtung in der passiven Position befindet. Vergleichen Sie mit der Spezifikation (normalerweise 2–4 mm). Ein Abstand außerhalb dieses Bereichs muss angepasst werden.
- Zustand des Gestänges und der Zugstange : Überprüfen Sie die Reglerseilverbindung, die Zugstange, den Hebelarm und die Synchronisationsstange auf Korrosion, Verschleiß an den Drehzapfen, verlängerte Stiftlöcher und fehlende oder beschädigte Splinte oder Sicherungsringe.
- Zustand der Rückholfeder : Überprüfen Sie die Federn auf Korrosion und sichtbare Ermüdungsrisse und vergleichen Sie die freie Länge mit den Herstellerangaben. Federn, deren minimale freie Länge erreicht oder unterschritten ist, müssen ausgetauscht werden.
- Schmierung : Stellen Sie sicher, dass die Schmierpunkte ordnungsgemäß gemäß den Herstellerangaben geschmiert sind. Beachten Sie, dass die Schienenlaufflächen in der Zone zum Eingreifen der Fangvorrichtungen nicht geschmiert werden dürfen – eine Ölverunreinigung der Schiene in dieser Zone verringert den Reibungskoeffizienten und kann ein vollständiges Einrücken der Fangvorrichtungen verhindern.
4.3 Funktionstestverfahren
Die functional test verifies that the Aufzug mit Sicherheitsausrüstung rastet unter kontrollierten Bedingungen korrekt ein. Diese Prüfung muss in den in der geltenden Norm festgelegten Abständen und immer dann durchgeführt werden, wenn die Fangvorrichtung beschädigt oder ausgetauscht wurde:
- Falltest ohne Last : Lösen Sie bei unbeladenem Fahrzeug den Begrenzer manuell aus (oder verwenden Sie das Testauslösegerät, falls vorhanden) bei der niedrigsten verfügbaren Fahrzeuggeschwindigkeit. Stellen Sie sicher, dass beide Fangvorrichtungen gleichzeitig einrasten, der Sicherheitskreis geöffnet wird und die Kabine ohne Rotation oder ungewöhnliche Stöße anhält.
- Nennlastfalltest : Führen Sie bei maximaler Beladung des Fahrzeugs einen vorgeschriebenen Übergeschwindigkeitstest gemäß der geltenden Norm durch. Messen Sie bei progressiver Fangvorrichtung den Bremsweg und berechnen Sie die mittlere Verzögerung. Stellen Sie sicher, dass die Verzögerung innerhalb des angegebenen Bereichs liegt (0,2 g–1,0 g gemäß EN 81-20 Anhang D).
- Überprüfung der Verlobungssymmetrie : Überprüfen Sie nach jedem Falltest beide Führungsschienen im Eingriffsbereich auf symmetrische Riefen oder Polierspuren. Asymmetrische Markierungen weisen auf einen ungleichmäßigen Backeneingriff hin, der eine Anpassung des Gestänges erfordert.
- Überprüfung zurücksetzen : Setzen Sie nach dem Falltest die Fangvorrichtung gemäß den Anweisungen des Herstellers zurück, stellen Sie den Begrenzer wieder her und vergewissern Sie sich, dass der Sicherheitskreis ordnungsgemäß schließt. Lassen Sie den Aufzug im entladenen Zustand über den gesamten Hub fahren und stellen Sie sicher, dass keine ungewöhnlichen Geräusche, Vibrationen oder Störungen des Steuerungssystems vorliegen.
4.4 Dokumentation und Compliance-Aufzeichnung
Jede Inspektion, die gegen die durchgeführt wird Aufzug mit Sicherheitsausrüstung inspection checklist müssen vollständig dokumentiert sein, um die gesetzlichen Anforderungen zu erfüllen und den für Versicherungs- und Haftungszwecke erforderlichen Prüfpfad bereitzustellen:
- Notieren Sie für jede Inspektion das Datum, die Identität des Inspektors und die Qualifikationsreferenz.
- Dokumentieren Sie alle gemessenen Werte (Backenabstände, freie Federlängen, Anhaltewege des Falltests, Verzögerungswerte) mit dem Status „Bestanden/Nicht bestanden“ im Vergleich zu den Spezifikationsgrenzen.
- Erfassen Sie alle ersetzten Komponenten, einschließlich Teilenummern, Chargennummern und Lieferantendokumentation.
- Erstellen Sie für jede festgestellte Nichtkonformität einen schriftlichen Mängelbericht mit einem festgelegten Zeitplan für Korrekturmaßnahmen und der verantwortlichen Partei.
- Bewahren Sie alle Inspektionsaufzeichnungen für einen in den geltenden nationalen Vorschriften festgelegten Mindestzeitraum auf (normalerweise 5–10 Jahre).
5. Wartung und Prüfung der Aufzugssicherheitsausrüstung
5.1 Routinewartungsplan
Effektiv Wartung und Prüfung der Aufzugssicherheitsausrüstung erfordert ein strukturiertes, frequenzbasiertes Wartungsprogramm, das an der geltenden nationalen Norm und den Empfehlungen des Herstellers der Sicherheitsausrüstung ausgerichtet ist. Ein typischer Wartungsplan ist:
| Häufigkeit | Wartungsaktivität | Standardreferenz |
|---|---|---|
| Monatlich | Visuelle Prüfung des Zustands und der Spannung des Begrenzerseils; Funktionstest des Sicherheitskreiskontakts | EN 81-20 Abschnitt 16.2; GB 7588 |
| Vierteljährlich | Vollständige Sichtprüfung gemäß Checkliste; passive Abstandsmessung; Gestängeschmierung | Wartungshandbuch des Herstellers |
| Jährlich | Vollständige Inspektionscheckliste; Überprüfung der Fahrgeschwindigkeit des Begrenzers; Falltest ohne Last | EN 81-20 Abschnitt 16.2; ASME A17.1 Regel 8.6 |
| Alle 5 Jahre | Falltest unter voller Nennlast; Maßkontrolle des Backenelements und Austausch, wenn die Verschleißgrenze erreicht ist; Federwechsel | EN 81-20 Anhang D; Anforderungen der nationalen Regulierungsbehörden |
| Nach jedem Verlobungsereignis | Vollständige Demontageinspektion; Austausch des Backenelements; Beurteilung von Schienenschäden; Falltest vor Wiederinbetriebnahme durchführen | Obligatorisch – alle Standards |
5.2 Verschleißindikatoren und Austauschschwellen
Der proaktive Austausch von Komponenten auf der Grundlage gemessener Verschleißindikatoren – und nicht der reaktive Austausch nach einem Ausfall – ist die Grundlage für eine effektive Lösung Wartung und Prüfung der Aufzugssicherheitsausrüstung Programme. Wichtige Verschleißindikatoren und deren Austauschschwellenwerte sind:
- Abnutzung der Kontaktfläche des Backenelements : Messen Sie die Kontaktflächendicke des Backenelements oder den Rollendurchmesser anhand der Neuteilabmessungen des Herstellers. Ersetzen Sie das Produkt, wenn der Verschleiß 10–15 % des Neuteilmaßes erreicht oder wie in der Tabelle der Verschleißgrenzen des Herstellers angegeben.
- Verschleiß der Gehäuserampenoberfläche : Überprüfen Sie die geneigten Rampenflächen im Gehäuse auf Riefen oder Lochfraß. Wenn die Rauheit der Rampenoberfläche Ra 3,2 µm oder die sichtbare Riefentiefe 0,3 mm übersteigt, muss das Gehäuse ausgetauscht werden – eine Aufarbeitung der Rampenoberfläche vor Ort ist keine akzeptable Reparatur.
- Freie Länge der Rückholfeder : Messen Sie die freie Länge anhand der Nennspezifikation. Ersetzen Sie die Federn, wenn sich die freie Länge um mehr als 5 % des Nennwerts verringert hat, was auf eine ermüdungsbedingte Verformung hindeutet.
- Verschleiß der Zugstange und des Gelenkbolzens : Stiftdurchmesser und Stiftlochbohrung messen. Ersetzen Sie ihn, wenn das diametrale Spiel (Stift-zu-Loch) mehr als 0,5 mm beträgt, was auf Verschleiß hinweist, der zu verzögertem oder asymmetrischem Einrückzeitpunkt führen könnte.
- Reduzierung des Durchmessers des Begrenzerseils : Ersetzen Sie das Reglerseil, wenn sich der gemessene Durchmesser aufgrund von Drahtverschleiß oder Korrosion um mehr als 10 % des Nenndurchmessers verringert hat.
5.3 Jährliche Belastungstestanforderungen
Jährliche Falltests sind ein obligatorischer Bestandteil von Wartung und Prüfung der Aufzugssicherheitsausrüstung in den meisten Regulierungsgebieten. Der Test muss von einem qualifizierten Prüfer begleitet und mit Messergebnissen dokumentiert werden. Zu den Prüfprotokollanforderungen gemäß EN 81-20 Anhang D gehören:
- Wagen bis zur Nennkapazität beladen (100 % der Nennlast).
- Die Kabine fährt mit der Nenngeschwindigkeit nach unten, wenn der Begrenzer ausgelöst wird (oder die Kabine fährt mit der Auslösegeschwindigkeit des Begrenzers für Übergeschwindigkeitssimulationstests).
- Vom Beschleunigungsmesser gemessene oder aus Bremsweg und Einfahrgeschwindigkeit berechnete Verzögerung. Muss bei progressiver Sicherheitsausrüstung zwischen 0,2 und 1,0 g liegen.
- Beide Führungsschienen wurden nach dem Test auf Anzeichen eines symmetrischen Eingriffs und Schienenschäden untersucht.
- Fangvorrichtung zurückgesetzt, Falltest mindestens noch einmal wiederholt, um eine gleichbleibende Leistung zu bestätigen.
5.4 Häufige Fehlermodi und Korrekturmaßnahmen
| Fehlermodus | Grundursache | Korrekturmaßnahme |
|---|---|---|
| Versäumnis, sich an der Reise des Gouverneurs zu beteiligen | Übermäßiger passiver Abstand; Verbindungsbeschlagnahme; Reglerseil locker | Passivspiel einstellen; Gestänge prüfen und schmieren; Stellen Sie die Seilspannungsvorrichtung des Reglers ein |
| Asymmetrischer Eingriff (Fahrzeugneigung) | Ungleicher passiver Abstand; Abgenutzte Drehzapfen der Synchronisationsstange | Stellen Sie beide Einheiten erneut auf gleichen Abstand ein. Ersetzen Sie verschlissene Gelenkbolzen |
| Die Verzögerung überschreitet 1,0 g (progressiver Typ) | Federvorspannung zu hoch eingestellt; Backengeometrie über das zulässige Maß hinaus abgenutzt | Stellen Sie die Federvorspannung gemäß den Herstellerangaben neu ein. Backenelemente austauschen |
| Verzögerung unter 0,2 g (progressiver Typ) | Federvorspannung zu niedrig eingestellt; Ölverschmutzung der Schienen- und Backenkontaktflächen | Federvorspannung neu einstellen; Schienen- und Backenkontaktflächen entfetten; Identifizieren Sie die Schmierquelle |
| Der Sicherheitskreis öffnet sich beim Einkuppeln nicht | Einrückschalter falsch ausgerichtet oder ausgefallen; Verkabelungsfehler | Einrückschalter neu ausrichten oder austauschen; Überprüfen Sie den Durchgang der Verkabelung |
| Unvollständiger Reset nach dem Eingriff | Ermüdung der Rückfederung; Backenelement nach dem Eingriff verformt | Rückholfedern ersetzen; Überprüfen Sie die Backenelemente und ersetzen Sie sie bei Verformung |
6. Regulatorische Standards und Zertifizierung
6.1 EN 81-20/50 (Europa)
EN 81-20 (Sicherheitsregeln für die Konstruktion und den Einbau von Aufzügen – Aufzüge für den Transport von Personen und Gütern) ist die wichtigste europäische Norm Aufzug mit Sicherheitsausrüstung Entwurf, Prüfung und Installation. Die Ausgabe 2014 (mit späteren Änderungen) ersetzte die früheren Normen EN 81-1 und EN 81-2. Zu den wichtigsten Bestimmungen der EN 81-20 für Sicherheitsausrüstung gehören:
- Abschnitt 5.6: Vollständige Anforderungen an das Sicherheitsausrüstungssystem, einschließlich Grenzwerte für die Auslösegeschwindigkeit des Begrenzers, Berechnungen des Bremswegs und Verzögerungsgrenzen.
- Anhang D: Typprüfverfahren für progressive Fangvorrichtungen mit Festlegung der Prüflast, des Geschwindigkeitsbereichs, der Verzögerungsmessmethode und der Akzeptanzkriterien.
- EN 81-50 (Begleitprüfnorm): Definiert die Typprüfverfahren für einzelne Sicherheitskomponenten, einschließlich Fangvorrichtungen, Begrenzer und Puffer. Alle Aufzug mit Sicherheitsausrüstung Komponenten, die auf europäischen Märkten installiert werden, müssen über ein gültiges EN 81-50-Typprüfzertifikat einer benannten Stelle verfügen.
6,2 GB 7588 (China)
GB 7588 ist Chinas nationale Norm für Aufzugssicherheit, weitgehend harmonisiert mit EN 81-1/2 (und schrittweise mit EN 81-20/50 durch Revisionszyklen). Die aktuelle Ausgabe, GB 7588-2003 mit Amendment 1 (2015), spezifiziert Aufzug mit Sicherheitsausrüstung Anforderungen, die im Wesentlichen dem europäischen Rahmen entsprechen. Produkte, die auf dem chinesischen Inlandsmarkt geliefert werden, erfordern eine CCC (China Compulsory Certification) im Rahmen des Zertifizierungssystems für Aufzugsprodukte, das von der CNCA (Certification and Accreditation Administration of China) verwaltet wird. Sicherheitsausrüstung ist eine obligatorische CCC-zertifizierte Komponente.
6.3 ASME A17.1 (Nordamerika)
ASME A17.1 (Sicherheitscode für Aufzüge und Rolltreppen) regelt Aufzugsinstallationen in den Vereinigten Staaten und Kanada. Das A17.1-Framework für Aufzug mit Sicherheitsausrüstung Die Anforderungen sind anders strukturiert als der europäische EN 81-Ansatz, erzielen jedoch gleichwertige Sicherheitsergebnisse. Zu den wichtigsten Bestimmungen gehören Regel 2.17 (Fahrzeugsicherheitseinrichtungen) und Regel 8.6 (regelmäßige Prüfanforderungen), die jährliche Sicherheitstests ohne Last und fünfjährige Volllasttests mit gemessenen Bremswegen für fortschrittliche Sicherheitsausrüstung vorschreiben. Alle Sicherheitskomponenten müssen von einem national anerkannten Prüflabor (NRTL) wie UL, CSA oder ETL gelistet oder zugelassen sein.











